 Ваш город
Саратов?
Ваш город
Саратов?





































































































































































































































































































































































Полировка металла до зеркального блеска: круги, пасты и последовательность действий
08.05.2026 Просмотров: 159 Примерное время прочтения: 6 мин.- Где применяется зеркальная полировка металла
- Подготовка поверхности перед полировкой
- Полировальные круги: различия и назначение
- Полировальные пасты и особенности их применения
- Последовательность полировки металла
- Особенности полировки нержавеющей стали и алюминия
- Типовые ошибки при полировке
- Обороты, оборудование и организация участка
Где применяется зеркальная полировка металла
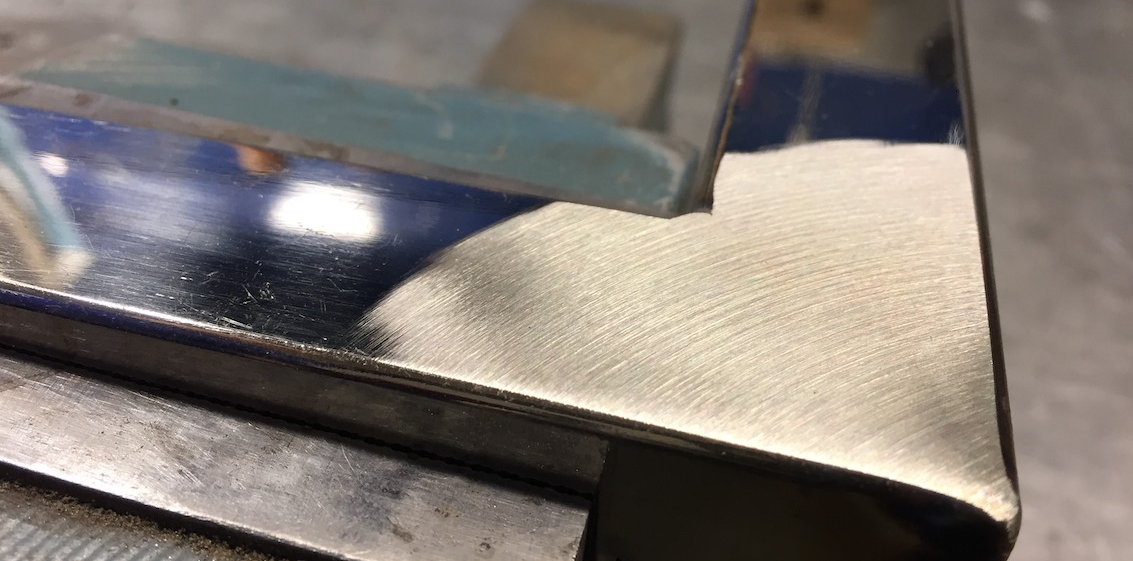
Полировка металла до зеркального блеска используется не только в декоративной обработке, но и в производственных процессах, где важны гладкость поверхности, устойчивость к загрязнениям и внешний вид изделия. Такая технология широко применяется при изготовлении деталей из нержавеющей стали, пищевого оборудования, декоративных панелей, корпусов техники, перил и элементов интерьера.
В производственной среде зеркальная поверхность выполняет сразу несколько функций. Помимо эстетики она снижает вероятность накопления загрязнений и упрощает санитарную обработку оборудования. Именно поэтому полировка востребована в пищевой, фармацевтической и химической промышленности. Гладкая поверхность медленнее подвергается коррозии и дольше сохраняет внешний вид даже при интенсивной эксплуатации.
На практике качество полировки напрямую влияет на восприятие готового изделия. Например, декоративные элементы из нержавеющей стали с неравномерным блеском или остаточными рисками часто требуют повторной обработки, что увеличивает расход материалов и время производства.
Подготовка поверхности перед полировкой
Главная ошибка при полировке металла — попытка получить зеркальный блеск без полноценной подготовки поверхности. Полировальная паста не удаляет глубокие риски и дефекты. Ее задача заключается в уменьшении микрошероховатости и создании отражающего эффекта.
Перед полировкой необходимо удалить:
- следы сварки;
- окалину;
- грубые риски;
- механические дефекты.
Подготовка поверхности выполняется поэтапно с постепенным уменьшением зернистости абразива. Обычно работа начинается с P80–P120, если требуется убрать выраженные дефекты. Далее используются P180–P240 для выравнивания поверхности и P320–P600 для подготовки к полировке.
Причина такой последовательности заключается в том, что каждый следующий абразив удаляет риски от предыдущего. Если пропустить промежуточный этап, дефекты останутся заметными даже после финишной обработки.
На производстве это особенно критично при обработке нержавеющей стали и декоративных элементов, где любые микрориски становятся хорошо заметны под освещением.
Полировальные круги: различия и назначение
Качество зеркальной полировки во многом зависит от правильно подобранного полировального круга. Разные материалы и конструкции кругов используются для отдельных этапов обработки, поскольку одна и та же оснастка не способна одинаково эффективно выполнять грубую и финишную полировку.
Для предварительной обработки чаще всего применяются сизалевые круги. Они отличаются высокой жесткостью и хорошо удаляют следы шлифования после грубых абразивов. Такие круги востребованы на участках обработки сварных конструкций и деталей из нержавеющей стали.
После предварительной обработки используются тканевые круги. Они уменьшают шероховатость поверхности и подготавливают металл к финишной доводке. Более плотные тканевые круги подходят для промежуточной обработки, а мягкие применяются для завершающих операций.
Финишная полировка выполняется войлочными кругами. Благодаря мягкой структуре они позволяют получить выраженный зеркальный блеск без появления новых микродефектов. Особенно часто такие круги используются при обработке декоративных панелей, перил и элементов интерьера.
Для подготовки поверхности после сварки и удаления локальных дефектов применяются лепестковые круги. Они позволяют быстро выровнять металл перед последующей полировкой.
Практика показывает, что использование отдельных кругов под каждый этап обработки существенно снижает количество брака и повышает стабильность результата.
Полировальные пасты и особенности их применения
Полировальная паста является важной частью процесса обработки, поскольку именно она отвечает за степень микрошлифования поверхности и формирование итогового блеска. Подбор пасты зависит от типа металла и стадии обработки.
Грубые пасты используются после шлифования для удаления мелких рисок и подготовки поверхности к дальнейшей обработке. Они содержат более крупную абразивную фракцию и применяются совместно с жесткими кругами.
Средние пасты уменьшают шероховатость поверхности и подготавливают металл к финишной доводке. На этом этапе формируется основное качество будущего покрытия.
Финишные пасты используются для получения зеркального блеска и высокой отражающей способности поверхности. Они работают совместно с мягкими тканевыми или войлочными кругами.
Для разных металлов применяются различные составы:
- белые пасты — для нержавеющей стали;
- голубые — для алюминия и цветных металлов;
- зеленые — для финишной доводки.
На практике важно использовать отдельный круг под каждый тип пасты. Если остатки грубого абразива попадут на финишный круг, на поверхности снова появятся риски, и обработку придется повторять.
Последовательность полировки металла
Полировка металла до зеркального блеска всегда выполняется последовательно. Попытка сократить количество операций обычно приводит к ухудшению качества поверхности и увеличению расхода материалов.
- удаление следов сварки и грубых дефектов поверхности. Для этого используются лепестковые круги или абразивные ленты.
- шлифование с постепенным уменьшением зернистости абразива. Это позволяет убрать риски от предыдущей обработки и подготовить металл к полировке.
- предварительная полировка сизалевыми или жесткими тканевыми кругами совместно с грубыми пастами. На этом этапе поверхность уже приобретает металлический блеск, однако отражение остается нечетким.Основная полировка выполняется тканевыми кругами средней жесткости. Они уменьшают микрошероховатость и подготавливают металл к финишной обработке.
- финальная стадия выполняется войлочными кругами с использованием финишных паст. Именно этот этап формирует зеркальный блеск и высокую отражающую способность поверхности
Особенности полировки нержавеющей стали и алюминия
Нержавеющая сталь считается одним из самых востребованных материалов для зеркальной полировки, однако она чувствительна к перегреву. При слишком высоких оборотах или чрезмерном давлении на инструмент поверхность начинает менять цвет, появляются зоны побежалости и ухудшается внешний вид изделия.
- для нержавеющей стали важно использовать специализированные пасты и отдельные расходники. Попадание частиц углеродистой стали может привести к появлению очагов коррозии
- алюминий отличается более мягкой структурой и быстрее нагревается во время обработки. Кроме того, он склонен к налипанию на круг, что ухудшает качество полировки. Поэтому для алюминия обычно применяются более мягкие круги и щадящие режимы работы.
- при обработке латуни и меди особенно важно избегать чрезмерного давления на инструмент, поскольку поверхность быстро получает волнообразные дефекты.
Типовые ошибки при полировке
- использование одного круга для разных паст. Остатки грубого абразива загрязняют поверхность и оставляют новые риски во время финишной обработки.
- слишком высокие обороты. Перегрев поверхности ухудшает качество обработки и ускоряет износ расходников.
- чрезмерное давление на инструмент также приводит к перегреву и деформации поверхности. Полировальный круг должен работать за счет правильно подобранной пасты и скорости вращения, а не за счет сильного механического давления.
- пропуск промежуточных этапов шлифования. В результате глубокие риски остаются заметными даже после завершения полировки.
Все эти ошибки увеличивают расход материалов, повышают количество брака и снижают производительность участка
Обороты, оборудование и организация участка
Для предварительной обработки обычно используются обороты 3000–4500 об/мин. Финишная полировка выполняется на более низких скоростях — около 1800–3000 об/мин. Такой режим позволяет снизить тепловую нагрузку на металл и добиться равномерного блеска.
- регулировкой оборотов;
- стабильной мощностью;
- защитой от перегрева;
- возможностью длительной непрерывной работы.
На участке полировки рекомендуется разделять зоны шлифования и финишной обработки. Это уменьшает вероятность попадания грубого абразива на финишные расходники и снижает количество дефектов.
Большое значение имеет правильное хранение кругов и паст. Для каждого этапа обработки желательно использовать отдельные расходники и хранить их раздельно. Такой подход позволяет сократить расход материалов и стабилизировать качество поверхности.


 — бесплатная доставка по городу
— бесплатная доставка по городу
